





2、丽水螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、丽水螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

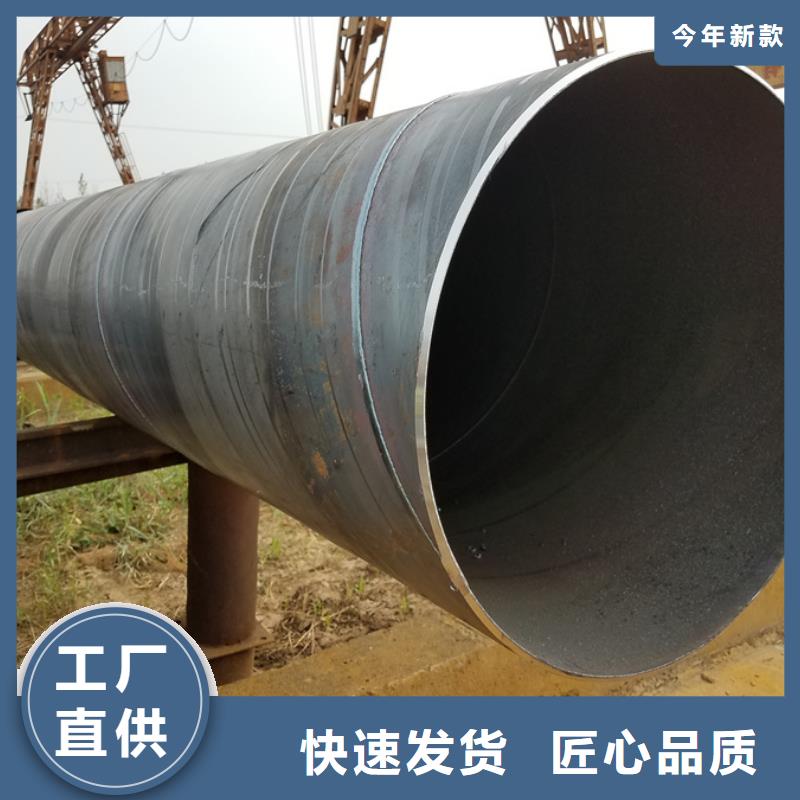
丽水螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
丽水螺旋管在夏季下线后需要注意的问题:
1、丽水螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、丽水螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。

丽水螺旋管厂介绍核燃料再处理时为什么会用到螺旋管?
将反应堆用管的乏燃料,或将生产堆照辐的核燃料,经化学处理分离U和Pu,并将危险的核分裂生成物,分离的化学加工过程称核燃料再处理。核燃料再处理,当前成熟的工艺是水法,其回收过程由燃料元件脱壳、燃料溶解和燃料分离和回收三部分组成。之后一部分的材料问题可参加铀的精制部分。在前两部分,其工艺介质具有强烈的腐蚀性,因此核燃料后处理工厂的装置和管线、泵、阀门几乎是由螺旋管和耐蚀合金堆砌而成。
燃料芯的溶解通常采用与脱壳相同,或相似的溶液进行溶解。在溶解金属铀、氧化铀和铀铝燃料时,广泛使用硝酸,溶解器材料一般使用:0Cr23Ni13Nb,00Cr19Ni10和Car-penter20合金。
丽水螺旋管作为钢管钢铁产品的重要组成部分,在国民经济发展中发挥着重大作用。目前全世界钢管行业发展的总趋势是:螺旋管产量增长速度,要快于无缝钢管的增长速度;螺旋管产量在比例上要远远大于无缝钢管;在各个领域争夺无缝管的市场。热镀锌管在螺旋管管型中,ERW螺旋焊管在产量上占主导地位,而且在油气长输管线、城市燃气管线的使用领域内,向直缝埋弧焊管和螺旋埋弧焊管争夺市场。

丽水螺旋管为您解析为什么在核燃料再处理的过程中要用到螺旋管?
丽水螺旋管将反应堆用管的乏燃料或将生产堆照辐的核燃料,经化学处理分离U和Pu,并将危险的核分裂生成物,分离的化学加工过程称核燃料再处理。核燃料再处理,当前成熟的工艺是水法,其回收过程由燃料元件脱壳、燃料溶解和燃料分离和回收三部分组成。然后一部分的材料问题,可参加铀的精制部分。在前两部分,其工艺介质具有强烈的腐蚀性,因此,核燃料后处理工厂的装置和管线、泵、阀门几乎是由螺旋管,和耐蚀合金堆砌而成。
丽水螺旋管燃料芯的溶解,通常采用与脱壳相同,或相似的溶液进行溶解。在溶解金属铀、氧化铀和铀铝燃料时,广泛使用硝酸,溶解器材料一般使用0Cr23Ni13Nb,00Cr19Ni10和Car-penter20合金。
